ワイヤ放電加工用電極線についてのQ&A
加工条件の設定方法は?
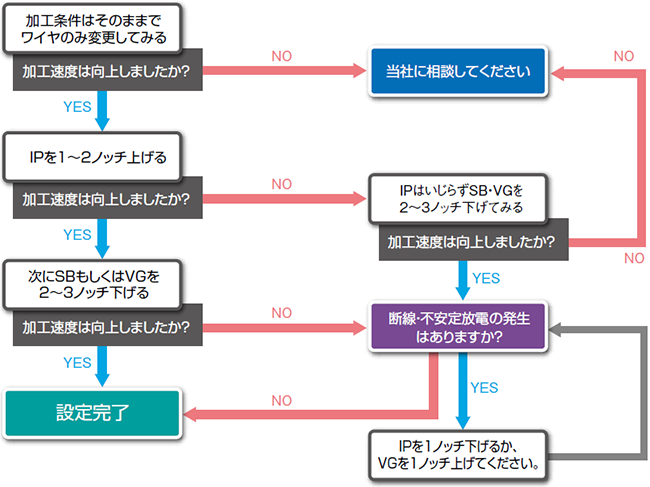
加工条件設定 <加工速度を上げるための条件>
例)三菱電機製ワイヤ放電加工機でのチューニング
加工機メーカー別パラメータ
| 加工機メーカー | 放電エネルギー設定 | オフタイム設定 |
|---|---|---|
| GFマシニングソリューションズ(旧アジェ) | P、T | TD |
| GFマシニングソリューションズ(旧シャルミー) | A、IAL | B、Aj |
| 西部電機 | I | OFF |
| ソディック | IP、ON | MA、OFF |
| ファナック | ON | OFF、SV |
| 牧野フライス製作所 | ピーク電流、ON | OFF |
| 三菱電機 | IP | SB、OFF |
参考:放電エネルギーをどれだけ上げられるかは、板厚の違いによって変わります。
板厚によって以下のように設定を見直すと、良好な加工条件が得られる可能性があります。
| 板厚 | 設定ポイント |
|---|---|
| 20mm以下 | ・一般に板厚が薄くなるにしたがって放電エネルギーも弱くします。 ・薄板はエネルギーを大幅に上げられないため速度上昇は低めとなります。 ・10mm以下では放電エネルギーを上げられる量もわずかです。 |
| 20~60mm | ・高圧噴流の状態がよければ加工効率が高まります。 ・平プレート加工であれば、できる限りノズル密着状態としてください。 ・加工スラッジの排出がよくなるので、さらに放電エネルギーを上げての加工が可能です。 |
| 60mm以上 | ・一般的には板厚が厚くなるほど、ワイヤは消耗し断線しやすくなります。 ・ワイヤ速度を上げることにより加工速度を上げられる可能性があります。 |
注:設定ポイントは、お客さまの加工条件等によって一品一様のため、お客さまの状況に合わせて、設定見直しをお願いします。
ご不明な点がありましたら、お問い合わせください。
加工条件の変更方法は?
加工条件の最適化 例)三菱電機製ワイヤ放電加工機の場合
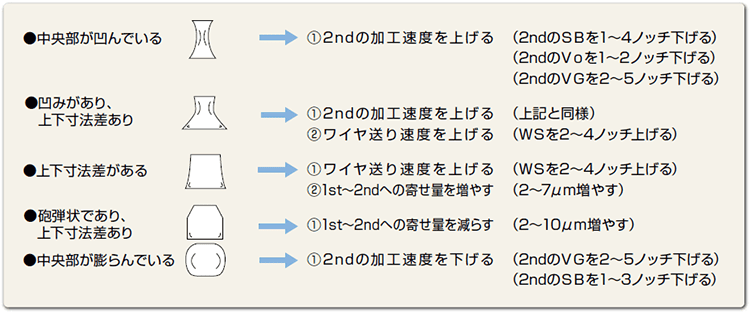
加工精度の改善について (パンチ形状の場合)
加工面に筋が発生する場合
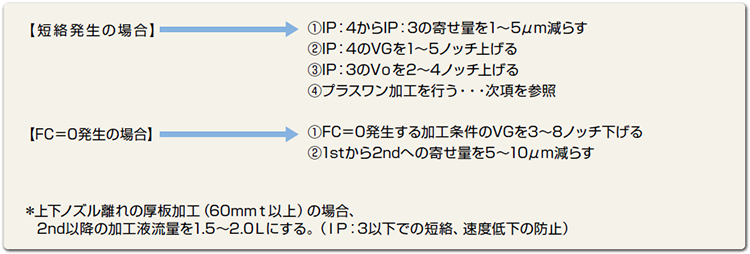
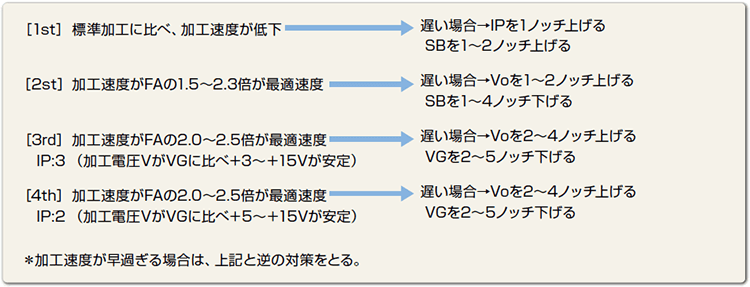
仕上げ加工時のポイント(加工中のチェック事項)
不具合で困った時の対策は?
不具合と対策
| トラブル名 | トラブル状況 | 原因 | チェック事項・解決方法 |
|---|---|---|---|
| 1 断線不良 | ①給電板付近での断線 |
|
給電板のチェック、定期交換 |
|
給電板ノズル清掃、水圧チェック | ||
| ②ワイヤガイド付近の断線 |
|
定期的なメンテナンスの実施 | |
|
最適押さえ力の調整 | ||
|
位置精度の再設定 | ||
| ③空送り時の断線 |
|
線掛け位置チェック | |
|
ワイヤを交換または巻きをほどいてみる | ||
| ④加工開始直後および5mm以内での断線 |
|
加工条件が強すぎる 加工物の脱脂洗浄をする | |
|
加工液水圧をチェック 垂直出しを行ってから加工スタートする |
||
| ⑤5mm以上加工後の断線 |
|
加工液ノズルの位置不良、摩耗チェック | |
|
加工液供給タンクの液吸い込み口の汚れチェック | ||
|
複雑形状加工の場合、加工液の逃げのチェック | ||
|
ワイヤを替えてみる | ||
|
ウレタンゴムローラーの摩擦、傷、汚れのチェック ワイヤ張力の設定ミス調整 |
||
| 2 加工精度不良 | ①形状不良 |
|
ワイヤガイドの押さえ力、位置調整 |
|
ワイヤ張力の適正設定 | ||
|
材料歪(応力)の除去 | ||
|
ワイヤの垂直不良 | ||
|
ガイドダイス等の清掃、メンテナンス | ||
| 3 面精度不良 | ①面が粗い |
|
ワイヤ送りを速める |
| ②加工面に縦スジが発生する |
|
加工速度を速める | |
| ③加工速度変動が発生する |
|
イオン交換樹脂の交換および水比抵抗の安定化 | |
|
ワイヤ走行系(ガイド系)の清掃、メンテナンス | ||
|
給電子の消耗具合チェック・清掃、メンテナンス | ||
|
|||
|
|||
| 4 加工速度不良 | ①加工速度が上がらない |
|
取説設定加工条件に合せてみる |
| (材質、板厚、サイズの不適正) | 上下ノズルの位置不良、摩耗チェック | ||
| 5 カール不良 | ①スクラップボックス内でワイヤが不規則に収納される (ワイヤが暴れる、パーマネント状になる) |
|
印加電流値を1TAP上げてみる(加工速度向上) |
|
偏摩耗およびワイヤ径の1/3以上の摩耗で交換 | ||
|
加工機メンテナンス業者に相談 | ||
|
使用ワイヤに適合した押さえ力でワイヤ走行 | ||
|
真直性のよいロットに交換してみる | ||
| 6 自動結線不良(挿入不良) | ①ガイダンスおよび下穴に自動挿入されない |
|
定期的なメンテナンスの実施 |
|
加工機のMin下穴径を確認する | ||
|
手動にて水圧バルブを調整する | ||
|
プログラムのチェックおよび中心位置決めの実施 | ||
|
真直性の良いロットに交換してみる | ||
| 7 自動結線不良(切断不良) | カッタ切断の場合 |
|
ワイヤ痕があれば交換、切断押圧をチェック |
| ①うまく切断できない |
|
切断カッタを新品に交換 | |
| ②下穴に挿入されない |
|
真直性のよいロットに交換してみる | |
| アニーラ切断の場合 |
|
メーカー推奨ワイヤの材質・特性に合わせる | |
| ①うまく切断できない |
|
使用するワイヤ径を入力する | |
| ②切断位置が変わる |
|
||
| 8 巻き不良(線クグリ) | ①ワイヤ端末がくぐっている |
|
巻替え後の線クグリチェックの徹底 |
②使用時は問題ないが、ボビン中程でクグリ発生 |
カタログ「ワイヤ放電加工用電極線〈EDMワイヤ〉」のP.11に記載のワイヤ線くぐりの発生防止と解消の方法についてを参照する | ||
| 9 巻き不良(巻き緩み) | ①巻きが緩く、ワイヤが遊ぶ |
|
別ロットに交換する 購入した販売店に連絡して弊社に返却する |
| 10 巻き不良(偏巻き) | ①ボビン鍔部で偏巻き(山・谷)がある |
|
別ロットに交換する 購入した販売店に連絡して弊社に返却する |